






Представители компании «Вектор Эталон», которая является официальным дилером Hexagon в России и Прибалтике, провели проверку точностных характеристик выпускаемого металлообрабатывающего оборудования на производственной площадке предприятия «СтанкоМашСтрой».

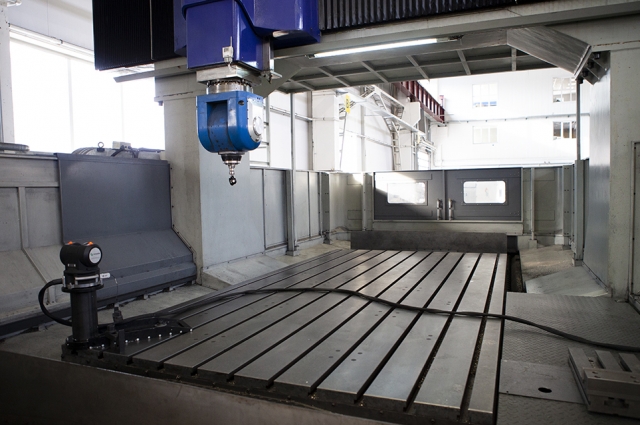
В частности, они протестировали портальный пятиосевой станок V4000, на котором изготавливаются детали для станкостроения.
«Основная задача, которая стояла перед специалистами, провести диагностику точности станка и при необходимости осуществить корректировку точностных параметров», - пояснили в пресс-службе станкостроительного завода.
С помощью устройства ETALON X-AX LASERBAR (Германия) была отсканирована вся геометрия станка в рабочем объеме. Технология построена на триангуляции, когда берутся три независимые позиции источника сигнала и один исследуемый отражатель.
«Цель применения - изучить геометрию станка таким образом, чтобы увидеть не только позиционное отклонение, но и возможные эффекты вращения и кручения для каждой из трех осей. Преимущества технологии - выявление погрешностей инструмента, кинематики и обработки; сверхточные измерения любых форм и поверхностей на 3/4/5-осевых станках; надежные результаты с технологией калибровки в реальном времени; быстрая установка и переустановка деталей с функцией Best Fit», - уточнили в компании «Станкомашстрой».
Перед тем, как протестировать оборудование, были проведены объемная верификация и объемная компенсация станка, согласно ГОСТ ISO 1677, введенных в действие в 2017 году.
«На первоначальном этапе измерений точность станка составила 361 микрон в объеме 2мх4мх900мм. После введенных электронных компенсаций объемный показатель точности существенно изменился и уже составил не более 35 микрон. И это является хорошим показателем», - отметили специалисты.
Компания «СтанкоМашСтрой» готова предложить своим клиентам услугу по проведению диагностики точностных характеристик любого вида металлообрабатывающего оборудования, по результатам которой специалисты смогут дать соответствующие рекомендации - о проведении капитального ремонта либо работ по электронной компенсации накопившихся погрешностей станка.
Подписывайтесь на АиФ в  MAX MAX
|

 Сотрудники ООО «СтанкоМашСтрой» проходят обучение на «Фабрике процессов»
Сотрудники ООО «СтанкоМашСтрой» проходят обучение на «Фабрике процессов»  «СтанкоМашСтрой» поставит для атомной электростанции «Аккую» второй станок
«СтанкоМашСтрой» поставит для атомной электростанции «Аккую» второй станок  В компании «СтанкоМашСтрой» обучение проходят 45 студентов
В компании «СтанкоМашСтрой» обучение проходят 45 студентов  «СтанкоМашСтрой» запустил в эксплуатацию систему контроля узлов
«СтанкоМашСтрой» запустил в эксплуатацию систему контроля узлов  «СтанкоМашСтрой» заключил контракт на поставку оборудования в Турцию
«СтанкоМашСтрой» заключил контракт на поставку оборудования в Турцию